1、國外用大容量原棉質(zhì)量檢測儀(HV1)及Afis 檢測儀對原棉在軋花前后的質(zhì)量進(jìn)行檢測,發(fā)覺不同回潮及含雜的皮棉軋花后質(zhì)量差異很大。
如果皮棉回潮分別是4.1%、5.5%、2.4%,進(jìn)行分組軋花整理試驗,發(fā)覺除了短絨增加外,棉結(jié)含量的變化很大。
在用兩道清棉機(jī)整理皮棉時,皮棉回潮由8.4%降至4.1%時,棉結(jié)減少38%。
2、皮棉軋制方法不同,產(chǎn)生的棉結(jié)多少亦不同,國外用Afis-N快速棉結(jié)含量測試儀,對皮輥棉及鋸齒棉整理同一種皮棉后,產(chǎn)生的棉結(jié)含量非常不同,鋸齒棉含200-250粒棉結(jié),高450粒,而皮輥棉只有150粒/克。由于棉結(jié)含量不同對下游工序半制品棉結(jié)的含量影響很明顯。如表3所示:
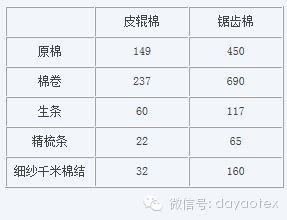
表3:不同軋花方法生產(chǎn)的原棉及各工序棉結(jié)含量對比。
3、美國許多軋花設(shè)備由電子計算機(jī)操縱質(zhì)量的監(jiān)控,不同回潮及含雜的皮棉,經(jīng)傳感器檢測后,由電子計算機(jī)操縱軋花工藝流程,應(yīng)用蔡爾偉格爾智能型監(jiān)控體系,實現(xiàn)軋花生產(chǎn)的在線監(jiān)控。對不同回潮、和含雜的原棉優(yōu)化工藝進(jìn)行針對性的軋花工藝整理,軋后,原棉棉結(jié)含量減少。
一套智能型軋花監(jiān)控技術(shù),在三個空氣運(yùn)輸通道中設(shè)置傳感器,自動監(jiān)控皮棉整理,可實現(xiàn)人機(jī)對話,在線調(diào)節(jié)、喂入及軋花速度,配備適當(dāng)機(jī)組優(yōu)化軋花生產(chǎn),以適應(yīng)不同回潮及含雜等情況的皮棉整理。
國外軋花生產(chǎn)的在線監(jiān)控技術(shù),主要完成纖維棉結(jié)、籽殼屑棉結(jié)、含雜及短絨等指標(biāo)的操縱,是軋花生產(chǎn)的重大進(jìn)步。
4、發(fā)達(dá)國家對原棉質(zhì)量的治理已步入逐包檢驗階段,應(yīng)用大容量棉花質(zhì)量檢驗儀(HV1)。對于棉結(jié)含量因季節(jié)、成熟度、產(chǎn)地采摘及軋花方法不同而存在的差異,經(jīng)過逐包檢驗摸清原棉質(zhì)量情況、棉結(jié)含量差別,使整個國家或地區(qū)的原棉質(zhì)量完全處于治理之中,確保紡紗及織布的產(chǎn)品質(zhì)量。如美國一面料廠對進(jìn)廠的棉包進(jìn)行逐包檢驗,發(fā)覺包和包之間棉結(jié)含量存在顯著差異,見表4
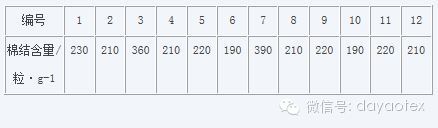
表4中第3及第7組棉結(jié)含量非常高,則剔除不用,使原棉棉結(jié)含量穩(wěn)定在210水平上,保證了紡紗質(zhì)量。紡紗生產(chǎn)也可根據(jù)逐包檢驗結(jié)果,優(yōu)化清梳棉工藝,采取相應(yīng)的減少棉結(jié)的工藝措施,及正確的混棉方法,使進(jìn)入車間生產(chǎn)的原棉質(zhì)量在生產(chǎn)中得到穩(wěn)定。
AAASDFDNHGCXE
]]>