

紗線加捻指標(biāo)及其計算-捻度和捻回角
如果纖維須條的一端被控持住,另一端繞自身軸線回轉(zhuǎn),即可形成紡紗線,這一過程,稱為加捻。對短纖維紗來說,加捻是紡紗線獲得強(qiáng)力及其他特性的必要手段。對長絲紗和服線來說,加捻可形成一個不易被橫向外力所破壞的緊密結(jié)構(gòu)。加捻還可形成變形絲及花式線。加捻的多少及加捻方向不僅影響織物的手感和外觀,還影響織物的內(nèi)在質(zhì)量。
表示紡紗線加捻程度的指標(biāo)有捻度、捻回角、捻幅和捻系數(shù)。表示加捻方向的指標(biāo)是捻向。
(一)捻度
單位長度的紡紗線所具有的捻回數(shù)稱為捻度。紡紗線的兩個截面產(chǎn)生一個360°的角位移,稱為一個捻回,即通常所說的轉(zhuǎn)一圈。捻度的單位隨紡紗線的線密度不同而不同,特克斯制捻度Ttex的單位為捻/10cm,通常習(xí)慣用于棉型紡紗線;公制支數(shù)制捻度Tm的單位為捻/m,通常用來表示精梳毛紗及化學(xué)纖維長絲的加捻程度。粗梳毛紗的加捻程度既可用特克斯制捻度,也可用公制支數(shù)制捻度來表示。英制文數(shù)制捻度Te的單位為捻/英寸。
(二)捻回角
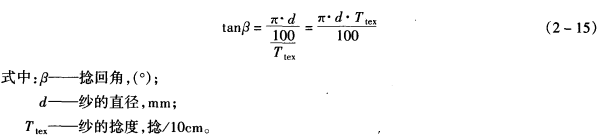
加捻前,紡紗線中纖維相互平行,加捻后,纖維發(fā)生了傾斜。紡紗線加捻程度越大,纖維傾斜就越大,因此,可以用纖維在紡紗線中傾斜角——捻回角β來表示加捻程度。捻回角β是指表層纖維和紗軸的夾角,如圖2—10所示,由式(2—15)計算。
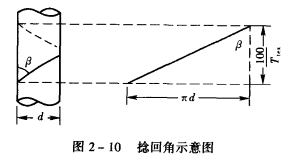
捻回角β可用來表示不同粗細(xì)紡紗線的加捻程度。兩根捻度相同的紡紗線,由于粗細(xì)不同,加捻程度是不同的,粗的纖維加捻程度較大,捻回角β亦較大。捻回角直接測量需用顯微鏡,使用目鏡相物鏡測微尺來測量,既不方便又不易測難確,所以實(shí)際中需要時用式(2—15)計算。
AAADFGE465IU8GHYJ